Complex metal structures from pipes
The company has established a workshop for manufacturing tubular metal structures (tube frames) as well as bent tubular parts.
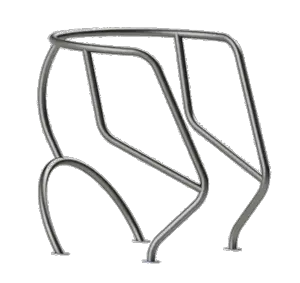
We produce frames for children's sleds, chair frames, parts and frames for commercial and medical equipment, steel hoops, handrails (including for public transport), protective fencing structures, and any other tubular frames and parts according to customer drawings.
| specification | value |
| Bending methods |
|
| Round tube sizes |
|
| Square and rectangular tube sizes |
|
| Tube wall thickness |
|
| Permissible deviation from specified bending angle |
|
Welded joints are made by semi-automatic arc welding in a protective gas atmosphere, and by TIG (argon arc) welding.
No limitations on order batch size. We accept orders for small batches of metal structures and tube bending, including single-piece orders.
Design support for the order. Development of a complete set of working design documentation based on the sample or sketch you provide.
Send a request for manufacturing
belten@belten.by
Equipment park
- 2 band sawing machines
- hydraulic guillotine shears
- hydraulic press
- crank press
- edge-bending press
- two mandrel tube benders with automatic bending capability
- three-roll tube bender
- three-roll plate bender
- drilling machines
- line for grinding and polishing tubes
- line for grinding and polishing flat parts
- equipment for TIG and semi-automatic welding
- machine for laser welding and cleaning

What we can do
(technological operations)
- cut blanks to size
- stamp parts
- bend and roll tubes, rods and sheets
- assemble frames using welding and mechanical joints
- grind tubes and sheet blanks
- paint metal structures
- develop design documentation
Agree details and discuss
+375 29 613-78-99
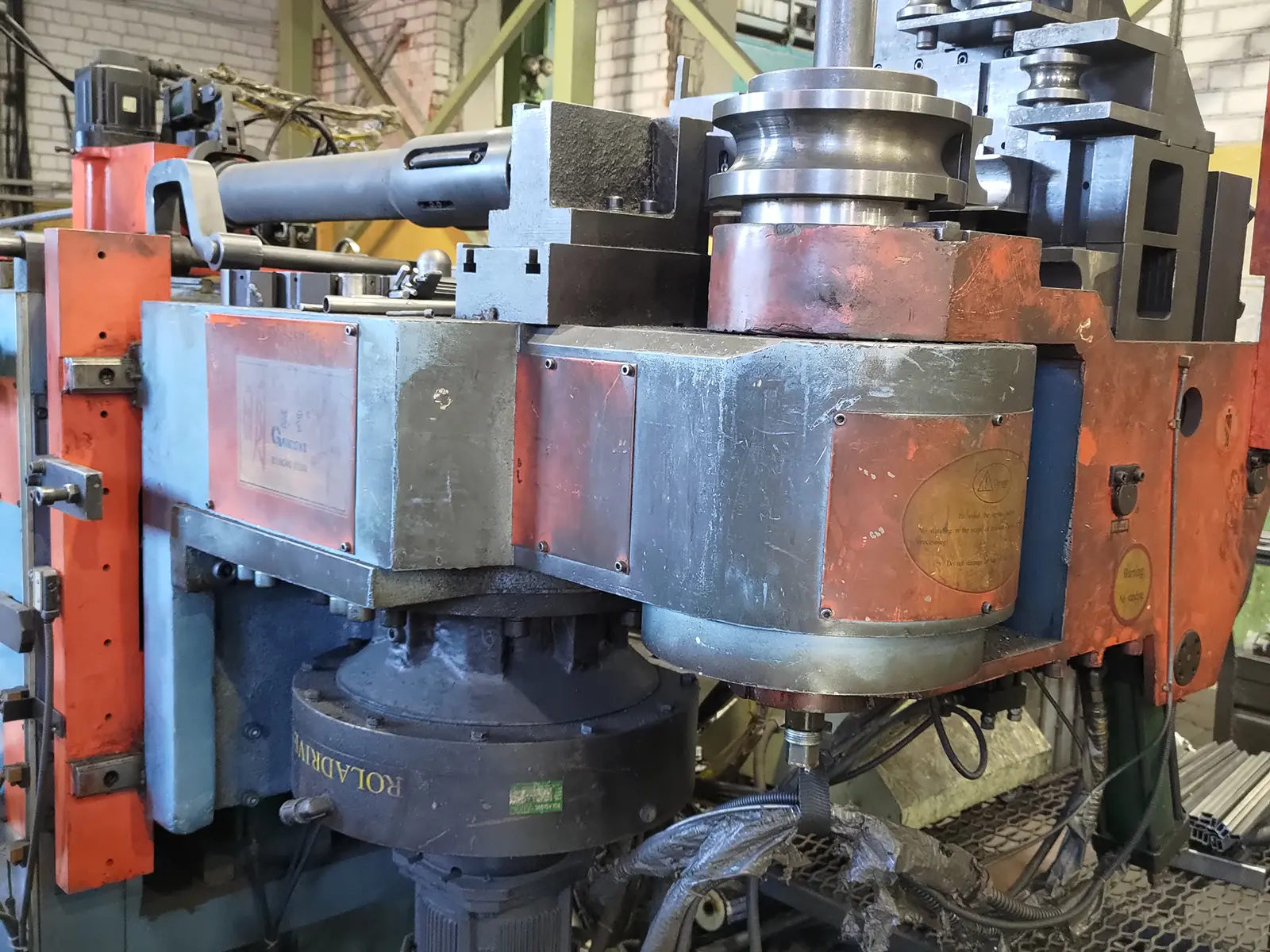
Bending technical capabilities
Tube bending is performed by coiling, push bending and roll-bending methods using our material as well as customer-supplied material on automatic tube-bending machines.
- Tube bending by coiling (wrapping) method
| Specification | Value |
| Outer diameter of round section tube |
|
| Outer dimensions of square and rectangular section tubes |
|
| Wall thickness |
|
| Bending radius along internal line of tube |
|
| Max bending angle |
|
- tube bending by push-bending method
| Specification | Value |
| Outer diameter of round section tube |
|
| Outer dimensions of square and rectangular section tubes |
|
| Wall thickness |
|
| Bending radius along internal line of tube |
|
- tube bending by roll-bending method
| Specification | Value |
| Outer diameter of round section tube |
|
|
Outer dimensions
section tubes |
|
| Wall thickness |
|
| Bending radius along internal line of tub |
|







